Alnico Magnets Engineered for Precision, Stability, and Strength
Adams Magnetic Products delivers premium-quality Alnico magnets known for their exceptional temperature stability and corrosion resistance, ideal for demanding industrial applications.
From intricate sensors to robust motors, trust Adams as your Alnico magnet supplier for reliable and high-performance components engineered to excel in any environment.
What Are Alnico Magnets?
Alnico magnets are permanent magnets made from an alloy of aluminum, nickel, cobalt, iron, copper, and sometimes titanium. They were the strongest type of magnet before the development of rare earth magnets and are known for their high temperature stability and high coercivity.
Adams Magnetic Products offers a wide range of Alnico components, including rods, bars, rotors, cow magnets, channel magnets, button magnets, and horseshoe magnets. These magnets are known for their excellent temperature stability and corrosion resistance, making them suitable for various industrial applications.
Advantages
- High Temperature Stability: Can operate at high temperatures with excellent stability.
- Good Corrosion Resistance: Less prone to oxidation compared to other magnets.
- Durability: Retain magnetic properties over a wide range of temperatures.
- Versatility: Suitable for various applications, including high-performance environments.
Features
- High Magnetic Properties: Strong magnetic field and good thermal stability.
- Resistance to Demagnetization: Maintain magnetic properties over time.
- Magnetization: Efficient when magnetized after assembly in the final magnetic circuit.
- Hard and Brittle: Not suitable for drilling or conventional machining.
Applications
When you need Alnico magnets, Adams is your go-to supplier for various applications, including:
- Guitar pickups
- Magnetos
- Motors
- Separators
- Sensors
- Security systems
- Relays
- Grinding and tolerance applications
The Alnico Solutions Adams Offers
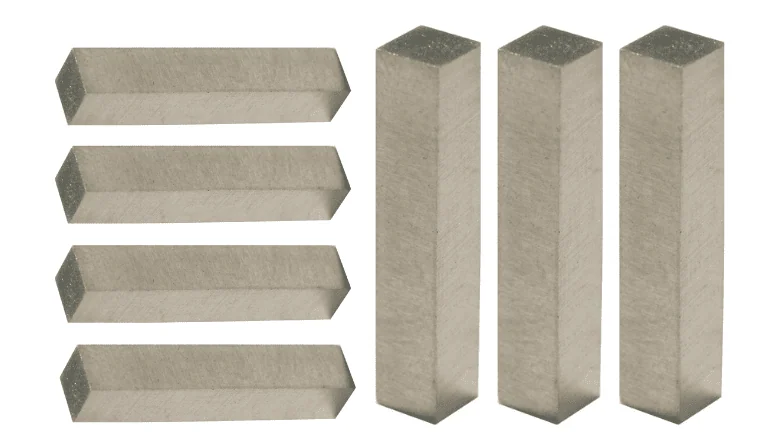
Alnico bars offer excellent temperature stability, high residual induction, and relatively high energies.
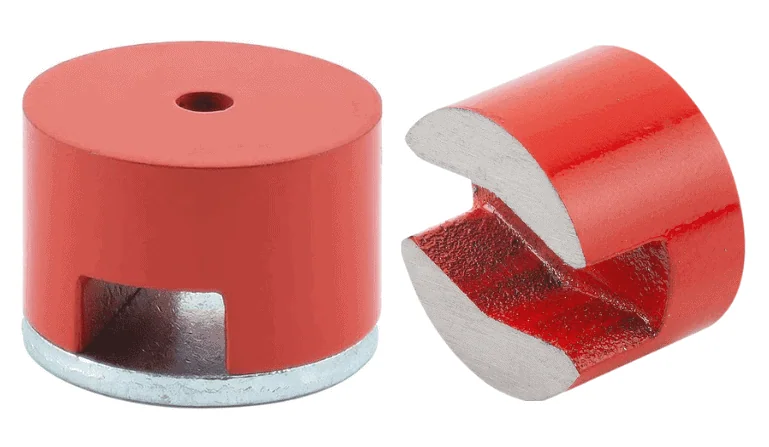
Alnico buttons are cylindrical-type holding magnets. The north and south poles are on the same plane and separated by a slot gap.
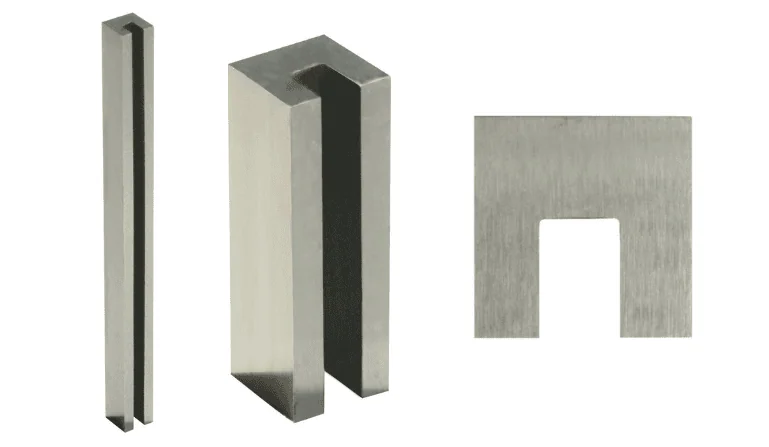
Alnico channels are magnetized as a horseshoe with the South Pole on one side of the channel & the North Pole on the other side.
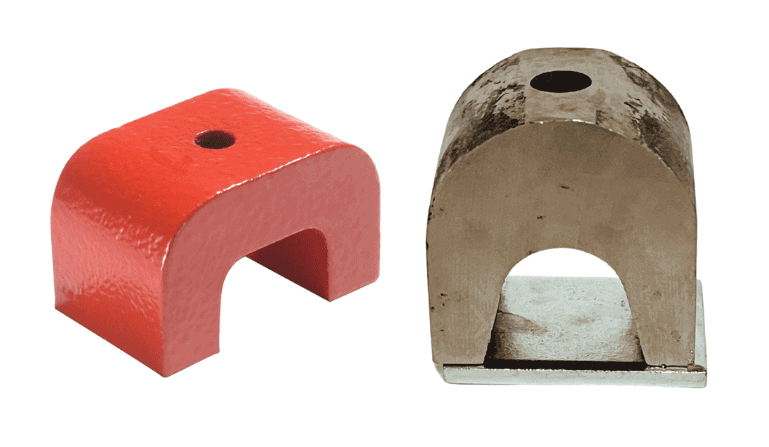
Alnico horseshoes provide a compact, high-power magnetic source and are used for traction, lifting, sorting, clamping, and retrieval.

As your Alnico magnet supplier, Adams Magnetic Products offers high-performance channel magnet assemblies, designed to provide exceptional holding strength on one large surface.

Cow magnets were originally used as a tool to save the lives of cows, which eat everything from grass and dirt to nails, staples, and bits of baling wire (referred to as tramp iron).

Alnico rotors are designed with multiple poles; each pole alternates in polarity.

Find further information on these Alnico components and their applications.
Interested in Learning More?
Frequently Asked Questions
Which Alnico grades are common, and how do they differ?
Alnico grades range from roughly 1 to 12. 5 and 8 are among the most used. The grades vary in properties like remanence and coercivity, but your choice should be driven by factors like operating conditions and circuit design. See our chart of Material Grades and Properties for Alnico magnets and our other magnetic products.
What’s Alnico’s safe working temperature?
The typical maximum operating temperature for Alnico magnets is about 538–550°C (1000–1020°F). You should always verify the working point in your circuit to avoid demagnetization.
Why do engineers often magnetize Alnico after assembly?
Magnetizing after the magnet is installed lets it operate at a better working point in the final magnetic circuit, which can also reduce the required magnet size.
What dimensional tolerances are typical for Alnico components?
As a rule of thumb, sintered Alnico after machining is often held around ±0.05–0.10 mm, while cast Alnico commonly lands around ±0.10–0.20 mm, depending on the process and finishing. Confirm vendor-specific capabilities for critical fits.